杭州微念成立姜桂余辛新公司 科技中介服務布局下的產業新棋
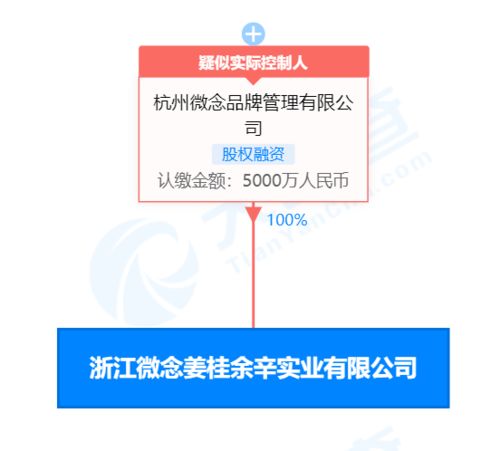
知名網紅李子柒簽約的MCN機構杭州微念品牌管理有限公司(以下簡稱“杭州微念”)在商業布局上又邁出新的一步——投資成立了姜桂余辛(杭州)科技有限公司。這家新公司以“科技中介服務”為經營范圍,引發了業界與公眾的廣泛關注。這不僅是杭州微念在企業多元化發展上的一個具體動作,也可能預示著其在網紅經濟與內容產業之外,正積極探索科技服務與商業生態整合的新路徑。
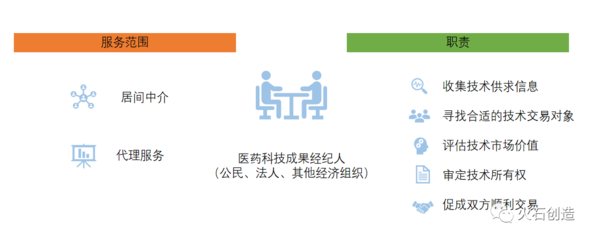
杭州微念因成功孵化并運營“李子柒”這一全球性文化IP而聲名鵲起,其核心業務一直圍繞內容創作、品牌運營、電商變現等數字消費領域展開。此次涉足“科技中介服務”,看似跨界,實則可能蘊含深層次的戰略考量。科技中介服務主要指為科技創新活動提供信息、技術轉移、成果轉化、創業孵化、科技咨詢、科技評估、科技金融等服務的機構或平臺。在當前國家大力推動科技創新、發展數字經濟的宏觀背景下,這一領域具有廣闊的市場前景和政策紅利。
對于杭州微念而言,成立姜桂余辛新公司可能基于以下幾點戰略意圖:
- 賦能核心業務,構建技術護城河:網紅經濟與內容產業高度依賴數據分析、智能推薦、供應鏈管理、數字版權保護等技術。通過科技中介服務,杭州微念可以更高效地對接、引進或孵化前沿技術,應用于內容生產、用戶洞察、電商運營、IP管理全鏈條,提升運營效率與核心競爭力,為其旗下的內容創作者(包括李子柒品牌)提供更強大的后臺技術支持。
- 拓展業務邊界,探索新增長點:單純依賴頭部網紅存在一定風險。杭州微念近年來在積極構建品牌矩陣,并嘗試向更廣闊的消費品領域延伸。科技中介服務可以作為一個新的業務板塊,探索技術交易、知識產權運營、創新企業服務等B端市場,分散經營風險,尋找第二增長曲線。
- 整合產業資源,搭建生態平臺:杭州微念在內容、品牌、供應鏈方面積累了豐富資源。科技中介服務可以作為一個連接器,將自身的產業資源與外部科技創新力量(如高校、科研院所、初創科技企業)進行對接,促進“技術+內容+消費”的融合創新,有望打造一個更具開放性和協同效應的產業生態平臺。
- 響應政策導向,把握時代機遇:浙江省及杭州市正著力打造“互聯網+”科技創新高地。布局科技服務業,符合區域產業發展方向,有助于企業獲取政策支持,融入地方創新體系,提升企業形象與戰略格局。
“姜桂余辛”這一名稱也頗值得玩味。姜、桂(肉桂)、余(余甘子)、辛(細辛)均為具有辛味特性的中藥材,常用來比喻人到老年經歷磨練后更加成熟、有韌勁。這或許寓意著新公司希望匯聚歷經錘煉的科技力量與商業智慧,也暗示杭州微念在經歷過往的成長與風波后,正以更穩健、更深思熟慮的姿態進行戰略布局。
從熟悉的文娛消費賽道進入專業門檻較高的科技服務領域,杭州微念也將面臨新的挑戰,包括對科技行業的深度理解、專業人才團隊的構建、服務模式的探索以及與傳統業務的協同整合等。姜桂余辛(杭州)科技有限公司未來的具體業務形態、服務模式以及與微念現有業務的聯動方式,仍有待進一步觀察。
杭州微念此次成立科技中介服務公司,是其企業發展歷程中的一個重要節點。它不僅僅是一次簡單的公司注冊行為,更可能是一次面向未來、旨在強化內核、拓寬疆界的戰略性落子。在網紅經濟競爭日趨激烈、技術驅動日益顯著的今天,這一舉措顯示了杭州微念尋求突破與升級的雄心,也為觀察中國MCN機構及內容產業的進化方向提供了一個新的視角。
如若轉載,請注明出處:http://www.aijiasi.cn/product/9.html
更新時間:2026-06-18 05:59:25